
















หินเพชรDiamond
เพชร Diamond เป็นวัสดุที่มีความแข็ง มากที่สุดที่มนุษย์รู้จัก ใกล้เคียงกับคิวบิกโบรอนไนไตรด์ (CBN) ด้วยความแข็งของมัน วัสดุเหล่านี้ถูกค้นพบและนำไปใช้อย่างแพร่หลายใน ง...
การใช้งานหินเพชร Diamond หินCBN

หินเพชร Diamond &CBN Wheels
หินเพชร Diamond &CBN Wheels เป็นวัสดุที่มีความแข็งมากที่สุด ในปัจจุบันมีการนำมาใช้ในงานเจียร และลับคมกันอย่างแพร่หลาย เนื่องจาก มีประสิทธิภาพสูง กว่าหินเจียร ทั่วไป เพชรสามารถเจียรได้ครอบคลุมทุกวัสดุ ทุกประเภทชิ้นงาน เจียรได้เร็วกว่า หินเจียรทั่วไป 3-4 เท่าโดยประมาณ สามารถคุ่มค่างาน(ขนาดของงาน) ได้ดี แบบที่หินเจียร ทั่วไป ไม่สามารถทำได้
รายละเอียดวัสดุที่เหมาะกับการใช้เจียรลับคมโดย Diamond :
(Non-ferrous Materials) Materials For Diamond Wheels Grinding
Tungsten Carbide ,Carbide and steel,Fine Ceramics,Cermet,Glass ,Quartz,Stone,Gem Stones, CastIron ,Ferrric Oxide , Crystal ,Concrete,Roofing Tiles, Plastics,Fiber Glass,Graphite,Carbon
รายละเอียดวัสดุที่เหมาะกับการใช้เจียรลับคมโดยCBN
(Ferrous Materials) Materials For CBN Wheels Grinding
High-speed tool Steels ,Bearing Steel(SUJ),Chromiun steel,Heat Resistant steel(SUH), Case Hardened steel, High Alloy steel(SCM,SNCM,SCR),Stainless Steels (SUS),Super alloy,Alnico,Inconel,Casting steels,Spring steel
เบอร์เพชร และ ความเรียบผิว
Diamond Powder ,Diamond Compound
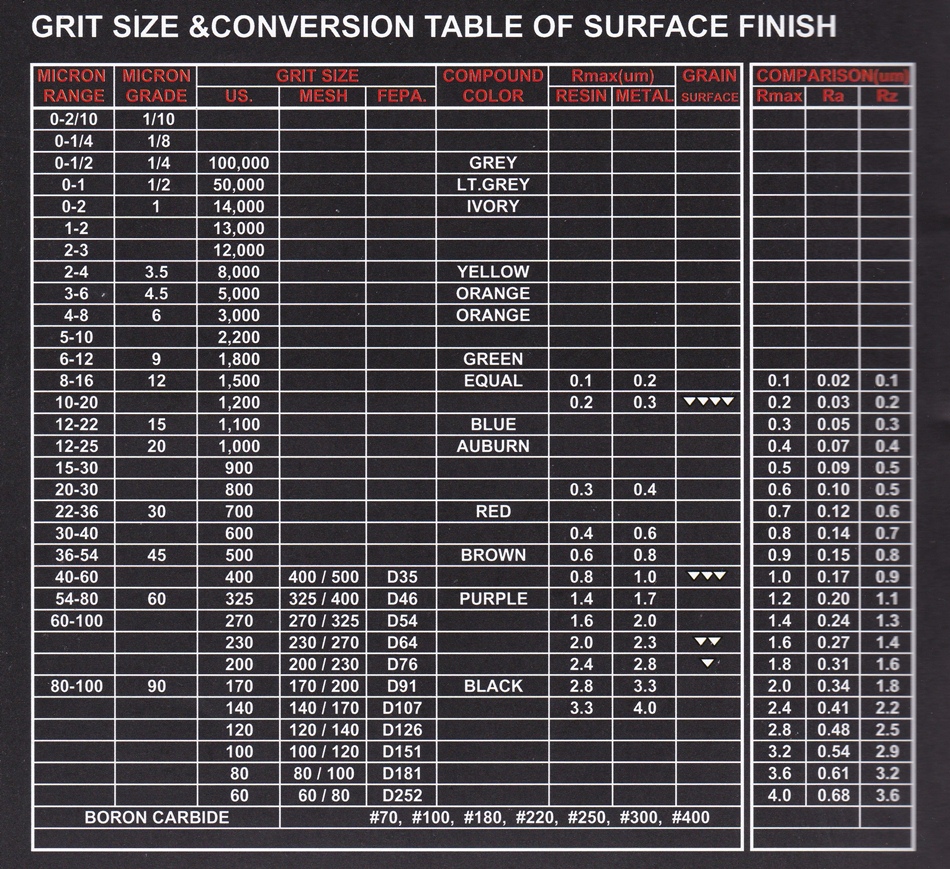
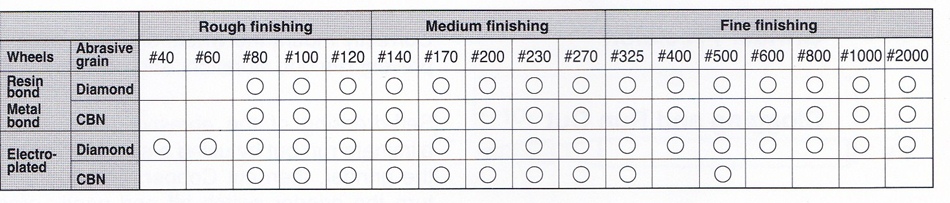
เบอร์เพชร Grin size
เบอร์เพชรและชนิดของบอนด์ที่ใช้ มีผลโดยตรงกับค่าผิวของงาน
เบอร์หยาบ : #46 ,#60,#80,#100,#120 ใช้เจียรได้เร็ว ใช้ลดขนาดค่าของงานได้อย่างแม่นยำ คุมค่างานได้ดี
เบอร์กลาง : #140 ,#170 ,#200 ,#230 ,#270 เจียรลดขนาดของงานได้ปานกลาง ผิวเงา
เบอร์ละเอียด : #325 ,#400 ,#500,#600,#800 ,#1000 ,#2000 งานละเอียดมาก ขัดผิวเงา
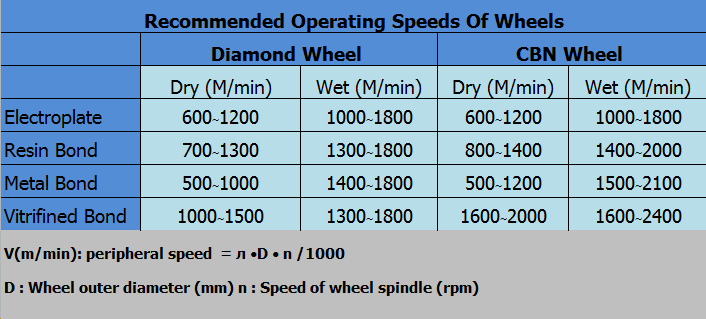
แนะนำความเร็วรอบ ของหินเพชร และCBN
Peripheral speed
Cutting depth(for reference)
Grain size #100 to #120 ---25μ #230 to #400 ---10μ
#140 to #200 ---15μ #500 or over ---Below 5μ
แนะนำค่าการป้อน Infeed ของหินเพชร และCBN
Peripheral Infeed

Crosswise and lenghtwise feeds
The feeding speed depends on the Peripheral speed and cutting depth.
Crosswise feed : 5 o 10 m/m. Lenghtwise feed : 1/10 to 1/5 of the whel width
Cooling and grinding Fluid
เพื่อประสิทธิภาพในงานเจียรที่เหมาะสม แนะนำการเจียรแบบน้ำ wet grinding สำหรับงานเจียรโดยใช้หินเพชร และ CBN หากจำเป็นต้องเจียรแบบไม่ใช้น้ำ dry grinding แนะนำเฉพาะ บอนด์ชนิดเรซิน และเพชรชุบเท่านั้น โดยควรใช้สเปรย์ฉีดพ่นเป็นระยะ เพื่อลดความร้อน ขณะเจียรไน
การเลือกใช้ชนิดของเหลว สำหรับหล่อเย็น มีผลโดยตรงกับอายุ การใช้งานของหินเพชร และCBN ซึ่งส่งผลให้ประสิทธิภาพงานเจียรไนสูงขึ้น อย่างชัดเจน สำหรับหินเพชรชนิด CBN ควรใช้ สารหล่อเย็นที่มีความเหนียวสูงกว่า ที่ใช้สำหรับหินเพชร
Cloggging and run out
หินเพชร และ CBN เมื่อใช้งานไป อาจเกิดการอุดตัน ของชิ้นงาน และ การ run out ของหิน
การ run out แนะนำใช้ ทองแดง copper หรือเหล็กเกรดอ่อน SUS304 ,S45C เพื่อตกแต่งหน้าของหินเพชร และ CBN
Clogging หินเพชร และ CBN เมื่อเกิดการอุดตัน เวลาใช้งานให้ปิดสวิชต์เครื่องGrinder โดยแนะนำให้ใช้หินเจียรสีเขียวGC (สำหรับหินเพชรCBN) และหินเจียรสีขาว WA(สำหรับ หินเพชรชนิด Diamond) #220 เกรด F (เกรดนิ่ม) วิ่งสวนทางกับหินเพชร ขณะที่หินเพชรหมุนช้าๆ (ช่วงที่ปิดสวิตช์เครื่อง grinder) เพื่อที่จะล้างการลุดตันของเศษงานให้หมดไป
ปัญหาที่พบบ่อยในการเจียรไน โดยใช้หินเพชร VS.การแก้ไขเบื้องต้น
หินเพชร เจียรแล้วงานเป็นคลื่น
วิธีแก้ไข
- Balance หินเพชรให้เข้ากับเครื่องเจียรก่อน โดยการวางเหล็กอ่อน หรือทองแดง บนแท่นเจียร แล้วเปิดเจียรงานตามปกติ จนกว่าหิน ได้ศูนย์ กับเครื่องแล้วจึงนำมาเจียรชิ้นงาน ต่อไป
- เช็คค่า runout ของหัว spindle ค่าต้องไม่เกิน 2-3 ไมครอน (ค่า runout เกิดการชน ทำให้งานเป็นคลื่นเป็นปัง)
- ล้างหน้าหินเพชร ให้คม
อาการหินไม่คม เวลาเจียรแล้วเกิดเสียงดัง งานไหม้
หลักๆ ต้องดูว่าอาการนี้เกิด ตอนไหน
ตอนเริ่มใช้งานหินพชรครั้งแรก
ให้มีการเปิดหน้าหินก่อน ซึ่งโดยปกติแล้วจะเปิดหน้าหินหรือไม่ก็ได้ เพราะเจียรใช้งานไปสักระยะ จะเป็นการเปิดหน้าไปด้วยอยู่แล้ว
หลังการใช้งานหินพชรไปแล้วระยะหนึ่ง
การเจียรไม่เข้า หินไม่คม หลังการใช้งานหินพชรไปแล้วระยะหนึ่ง สาเหตุที่เกิดจาก เศษงานเข้าไปอุดตันในเนื้อหิน แก้ได้โดยการใช้ ใช้หินขาว ล้างเศษงานออก โดยเปิดเครื่องให้หินเพชรวิ่งตามปกติ ให้หินเพชรวิ่งผ่านหินขาว 2-3 รอบ เพื่อเป็นการล้างเศษงานออก
หลังการใช้งานหินพชรไปแล้วระยะหนึ่ง หินเสียรูปทรง
ต้องมีการปรับแต่งรูปทรงหินเพชร และล้างหน้าหินไปพร้อมๆกัน ซึ่งขั้นตอน ต้องใช้เวลา นานขึ้น กว่าการล้างเศษชิ้นงานตามปกติ และ มีการล้างที่แตกต่างออกไป
หินเพชรมีปัญหา มาหาที่เรา
089-886-9940 Line ID : @VRWK
sale.wkm@gmail.com
Standard Phoniex to become the BEST
-
-
-
-
 หินเพชร ลับคมคาร์ไบด์ หินถ้วยเพชรปลายแหลมทรง 11V9 รุ่น : 11V9 ขนาดความโต :3",4",5",6" ความละเอียด: SDC170% เพชร : 100%ค่าความแข็ง : N ยี่ห้อที่จำหน่าย : Phoenix แหล่งผลิต: Taiwan...
หินเพชร ลับคมคาร์ไบด์ หินถ้วยเพชรปลายแหลมทรง 11V9 รุ่น : 11V9 ขนาดความโต :3",4",5",6" ความละเอียด: SDC170% เพชร : 100%ค่าความแข็ง : N ยี่ห้อที่จำหน่าย : Phoenix แหล่งผลิต: Taiwan...
-
-
-
หินถ้วยเพชรทรงกระบอก Diamond Wheel Shape 6A2 ใช้กับเครื่องมอร์เตอร์แท่น ลับคมคาร์ไบด์ งานแข็ง ได้ดีที่สุด มีให้เลือกหลายขนาดหลายเบอร์ เพชรมาตรฐานสูง มีสต็อกให้ใช้งานได้ทันที ไม่ต้...
-
-
-
หินเพชรทรงถ้วยฉียง 11A2 ใช้เจียรลับคมคาร์ไบด์ ดอกสว่าน เอ็นมิล มีขนาด 3"-6" ความละเอียด 120-400 การอ่านโค้ด สินค้ารุ่น : 11A2 D100-30T-10W-3X-31.75HSDC170N100รูปทรง ความโตของหินD ...
฿3,846 มีสินค้า
-




































































































